
Modularization based on geometry – chopping up the product into building blocks based around a single function and on their position in relation to other modules – does not in itself fully drive towards a good modular system. To get the full benefit of modularity, we need to expand our concept of what makes a module and go beyond the geometry of the modules.
In this article, I will dig into an example of modularization and discuss different options on how to divide the product into modules.

Three Attributes to Define a Module
Let’s have a closer look at what is needed to make a module.
At its core, a component within a product exists because it is fulfilling one or several functions within the product. A function can be described as something a component does: either it creates a benefit directly for the user of the product or it supports other functions that does. Typically, the function involves some type of manipulation or exchange of either energy, material, or information. This can be transferal, as in a pipe or cable; converting, as in a gear or motor; or preventing, as with a protective cover. Even a component such as bracket that fixes a component to a frame can be described as transferring force and torque from the frame to the component. So, to justify the existence of a module it needs to have at least one function.
For the functions to work, it is necessary that they have a way to connect to each other. It is in the connection between the functions that the transfer happens. Our way to control the exchange between modules are by defining the interfaces between them. If we successfully define the interfaces and keep them stable over time, we can enable flexibility, stability, and agility for the modules on both sides of the interface – one module can change independently of the other module if the interface remains untouched.
So far, we have identified function and interfaces as two components that are necessary to define a module. These are, if not completely, still strongly connected to the geometrical features of the module. From this definition alone, one could still make the argument that most products could be modularized largely by “slicing” it up into blocks. However, to fully utilize the possible benefits of the module architecture, we need to investigate how each module contributes towards making the product fulfill customer values or, in other words, a module needs to have a strategy assigned to it. The strategy should cover internal and external reasons for minimizing complexity, maximizing flexibility, or enabling fast development:
- Operational Excellence – isolate to optimize cost of production, time to market etc.
- Customer Intimacy – isolate to provide flexibility for specific customer or application requirements.
- Product Leadership – isolate to enable focused module technical development.
By assigning each module to one of these strategies, we assure that each module has a clear purpose and that the modularity benefits the company and the customer. An analysis that shows that the company needs to strengthen its product position on a particular direction will show exactly in which modules to implement change – if the product is poorly adapted to fit the customers, the development work should probably be put towards the modules that are assigned the Customer Intimacy strategy. If the product is lacking behind the competition in technical development, more research into the Product Leadership modules should do the trick.
Modularization in Practice – an Example on How to Find Good Modules
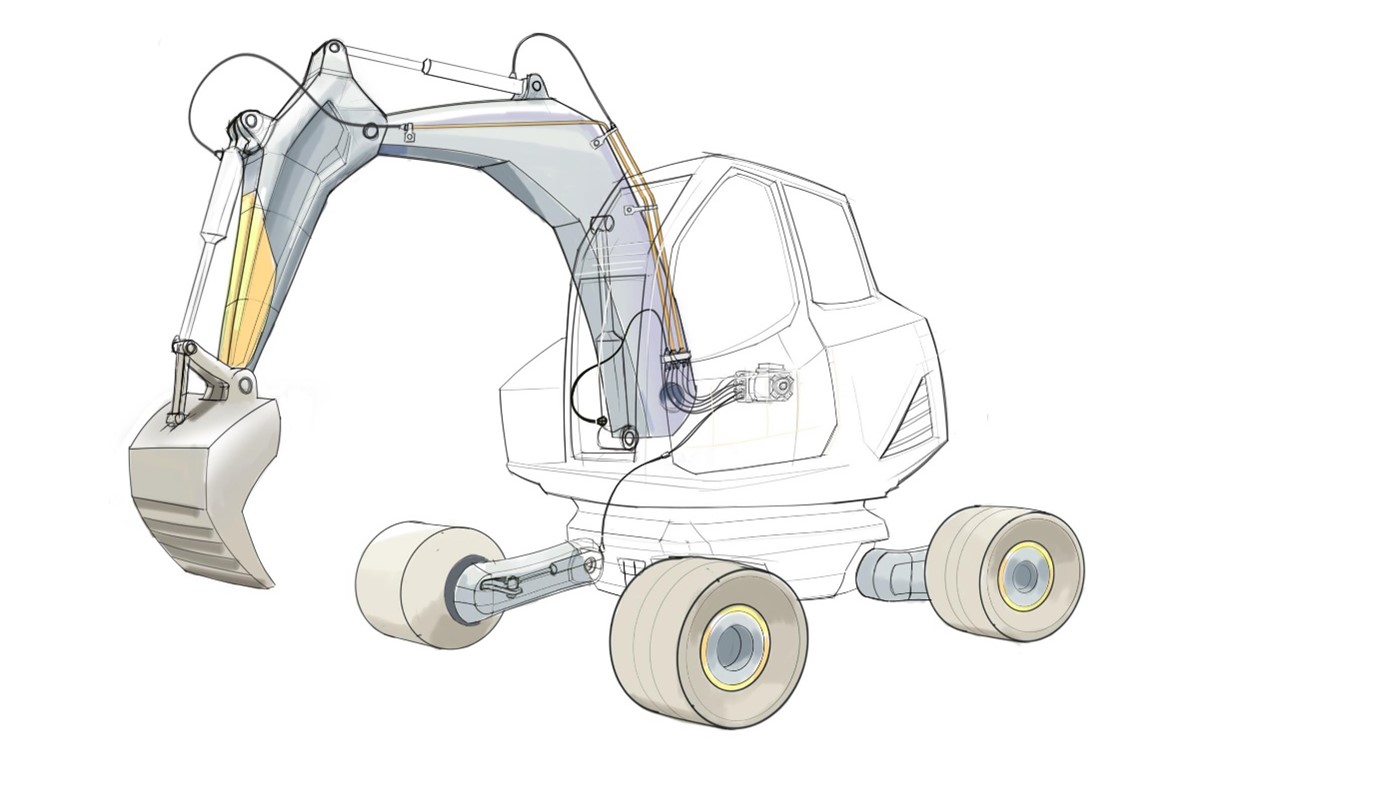
Let’s use the practice from above and apply it to a product range. In this example, the product is a range of excavators, a product that can benefit a lot from modularity. We will focus this modularization on the key moving components: the boom, arm, and bucket as well as the steering of the wheels.
The digging motion is produced by collective movement of the boom, arm, and bucket, these are sequentially mounted as in the image below. Let's assume that the current product range only includes one digging arm size but that the product management sees potential to expand to a larger range in size. Let's also assume that the arm and boom must comply with some sort of strength test certification to ensure that it will not break and thus, each new design must be tested prior to production.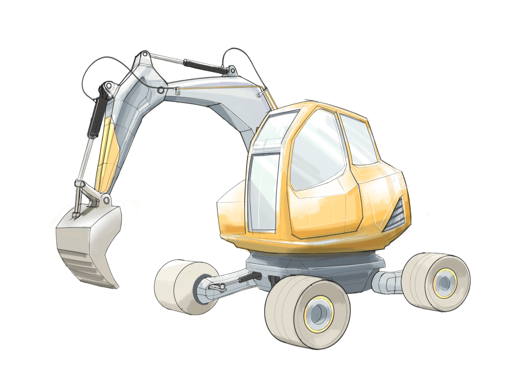
Depending on the application the excavator can run on either wheels or different types of tracks, as described below.

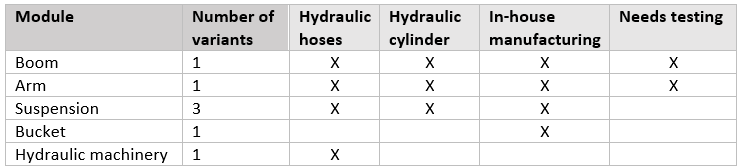
Given this logic of how the different parts of the excavator are assembled and interact, it might seem logical to create modules based on these geometrical segments. Something like:
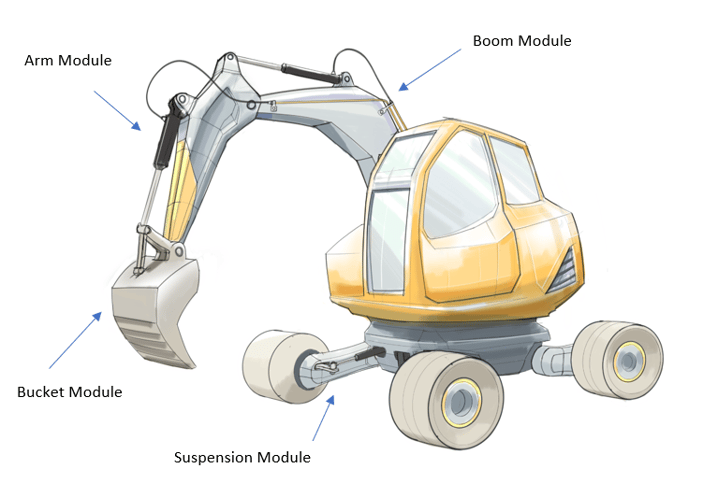
This modularization is consistent with the geometrical properties of these parts of the machine. Each module has a clear function, and the modular decomposition follows how the machine would be assembled. However, the fact that all these modules will share the same or similar ingoing components is not taken into consideration.
Let’s revisit the parts of the machine under question. As we can see in the image below, the arm, boom, and bucket are moved by hydraulic cylinders, so is the steering functionality in the wheel suspension, while it is reasonable to assume some variants in sizes of these cylinders, they all follow the same general design principles. Further, the piston always comes with bracketing joints in both ends and connections for hoses to hook them up into the hydraulic system of the machine.
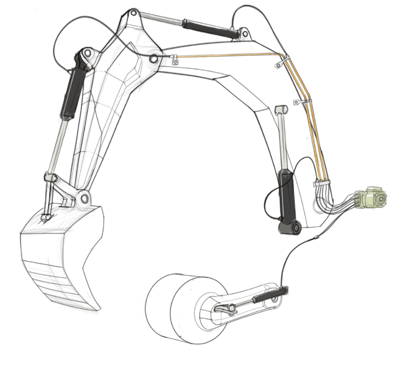
Tracing a similar line of thought, let's continue our analysis of the moving part of the machine: the hoses are connecting the cylinders around the machine with the central hydraulic unit containing the pump and the valves. These are, as opposed to the cylinders, very application dependent: the length is determined by the distance between valve and cylinder, however, they do share many other characteristics, such as pressure rating, diameter, and connection capability.
The structural segments of the arm, boom, and bucket linkage is designed based on pure mechanical requirements, they are specified to withstand a certain stress and dimensioned to allow for a specific movement envelope. Trying to fit these parts into one universal shape would defeat the purpose of these components. From a functional standpoint it is hard to separate boom and arm into sub-functions. It is only when we see the assembly of boom and arm, we can fulfill the functions of reach, digging leverage, and lifting capacity.
Further, creating a range of excavators with variance in size of digging arm, we can expect a wider flora of variants mainly on boom and arm, but also potentially bucket size. Keeping the hydraulic cylinders and hoses as separate modules allows us to have a wide range of variants on arm, boom, and bucket, while the entire range is covered by a limited number of variants on cylinders and hoses.
The hydraulic machinery principally consists of a motor, pump, and valves. It also needs to connect to the cylinders. The location of the machinery is determined by the proximity of the motor (either combustion or electrical) that will be positioned somewhere in the main body, behind the cab.
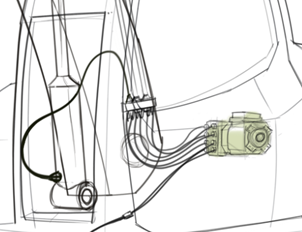
Machine size differences will require different capacities from the hydraulic system and so, we will need to have some variants on the pump and valve sizes. It is also possible that the market will demand increased functionality in excavating (more movement in the arm) that creates a requirement on updates on the hydraulic machinery. Drivetrain development (going from a combustion to an electrical motor) could also require changes in the hydraulic machinery. By making the valves and pump into their own module, we create a module that can come in a limited number of variants depending on size of the machine. Simultaneously, new variants can be introduced to cope with increased number of moving joints (more valves, larger pump) or to cope with development on the drivetrain (pump/motor interface). Being flexible for variance and agile for change are both signs of great modularity.
The suspension follows requirements based on variation in user demands: where and how the customers intent to use the machine determines the need of wheels or tracks and so different wheel suspensions are needed based on machine application. The wheel suspension also has a definable function of providing traction and stability in varying terrain.
Great Modules that are more than Geometrical Building Blocks – they Carry Function and Strategy
By applying an approach where modules are based on what functions they serve gives us a modular platform more in line with the company strategy for the product. Modules are defined around functions, preferably those that follow the same strategy. This way, variation in the product range is limited to where it matters to the customer while high level of commonality and the benefits that comes with large volume can be applied to parts where variation and development does not give much customer value and/or gives high internal efficiency benefits.
Extending the modular strategy concept one step further, we will explicitly assign each module a strategy:
Module: Hydraulic Cylinder - Operational Excellence
Will be designed and manufactured by a sub-contractor according to specifications. Digging arm movement cylinders are expected to be identical while the wheel steering is controlled by a smaller cylinder. A future range of larger excavators could result in a need for larger cylinders but over all low number of variants expected. Interfaces to be supplier non-specific to allow for future potential change of supplier.
Module: Boom & Arm - Operational Excellence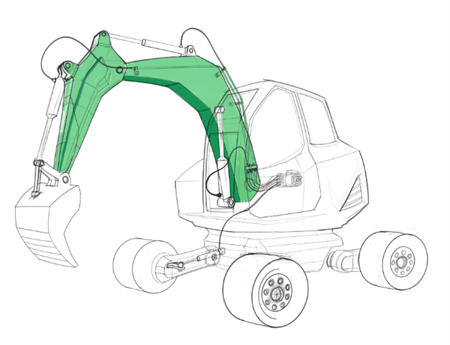
Module: Bucket - Customer Intimacy
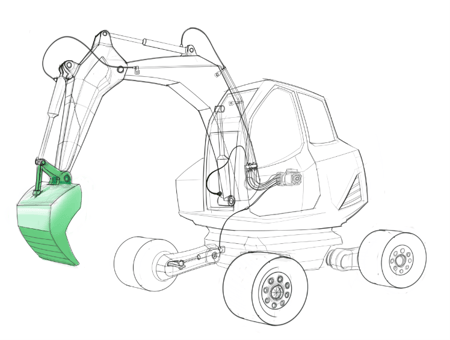 Varies with application, it can be expected that the customer will want to apply tools delivered from a supplier of their choosing. Interfaces towards arm to be compliant with industry standard.
Varies with application, it can be expected that the customer will want to apply tools delivered from a supplier of their choosing. Interfaces towards arm to be compliant with industry standard.
Module: Hydraulic Hose - Operational Excellence
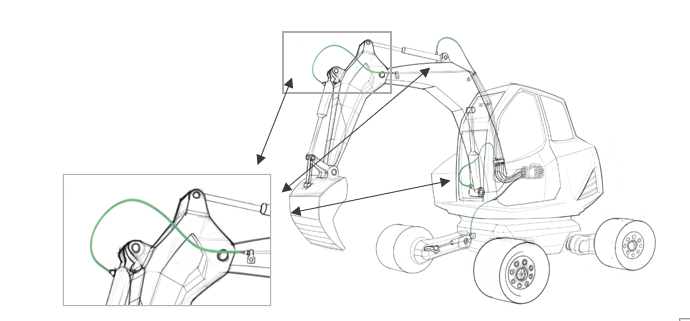 Takes up the flexibility needed to allow parts to move in relation to each other. Interface towards cylinder will oblige industry standard. The hydraulic pipes included in the boom will take the variance in length for the hydraulic connections for bucket and arm cylinder – making it possible to cover the entire machine with one variant of hose.
Takes up the flexibility needed to allow parts to move in relation to each other. Interface towards cylinder will oblige industry standard. The hydraulic pipes included in the boom will take the variance in length for the hydraulic connections for bucket and arm cylinder – making it possible to cover the entire machine with one variant of hose.
Module: Hydraulic Machinery - Product Leadership 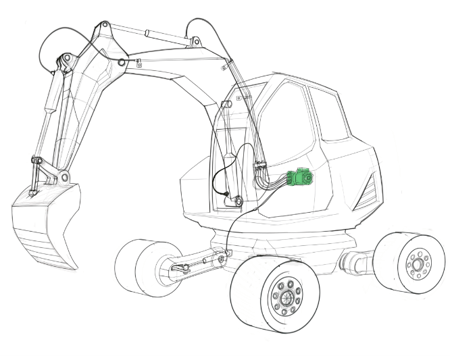
Pump, main valves, and hoses to connect to hydraulic pipes on Boom. Will be developed and bought by a sub-contractor. Variance in machine size. It is also possible that technological market push will create need for future variants.
Module: Suspension - Customer Intimacy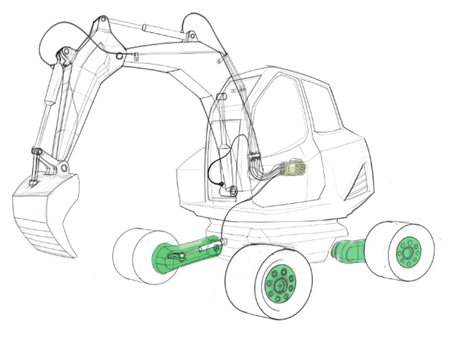
Wheel/track frame, drive transmission, steering joint. Variants driven by customer applications and machine size. It is also possible that the customer will be interested in a future upgrade on an existing product from wheels to tracks or vice versa.
Mechanical module, in-hose developed and manufactured.
Let’s have a look at the differences between the different module divisions from the example above.
Geometrical Driven Division
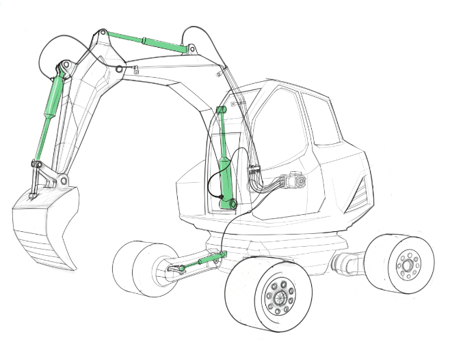
Strategy Driven Division
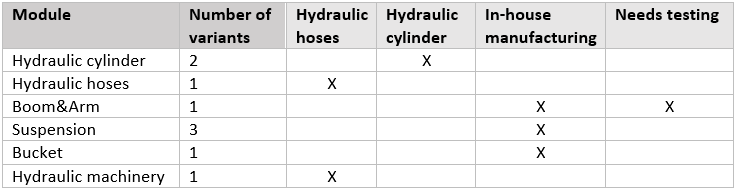
As we can see, the complexity of the modules decreases with strategy division, we are able to isolate hydraulic components into a limited number of modules. We are also able to separate modules with in-house manufacturing from content that will clearly be developed and manufactured by a supplier, e.g. the hydraulic cylinders. Testing to achieve necessary certification for the digging arm is also limited to one module, instead of two, in the strategy driven division.
We also established that the product management were interested in increasing the amount of digging arm lengths available in the product range. In the strategy driven modular platform, this could be handled by increasing the internally developed Boom&Arm module, not affecting the hydraulic system at all if we can use the same hydraulic machinery and cylinder.
A Repeatable Method for Modularization
Modules are more than geometrical building blocks. As we can see from this example, dividing a product into a modular platform can be done in many ways. Choosing to divide a product into modules solely based on the geometry does work but if you are looking to use the modular platform to allow the product to leverage benefits from the company strategy, a more sophisticated modular strategy might be needed.
A modular product architecture should limit complexity to only where it is needed, allow great variance and flexibility where it benefits the customer and enable smooth product development.
Using a structured method, such as Modular Function Deployment (MFD), ensures that important aspects are taken into consideration and analyzed correctly during the work. It’s important to facilitate cross-functional involvement to ensure that possible benefits from different parts of the value chain are explored and implemented. For a more thorough walkthrough and explanation of the MFD method, please download our 5-step guide to modularization.

Want to know more?
Please contact us directly if you'd like to discuss the topic covered in this blog or looking for a sounding board in general around Modularity and Strategic Product Architectures.
 AUTHOR
AUTHOR
Oscar Strömberg
Consultant
+46 8 456 35 00
oscar.stromberg@modularmanagement.com