
Modular Systems Support Agile and Flexible Supply Chains
In a recent Gartner survey, only 21% of respondents stated that they have a highly resilient network today, meaning high visibility and the agility to shift sourcing, manufacturing, and distribution activities as the market and business environment demands. The results of the survey suggest that increasing resiliency will be a priority for many as the current crisis continues. Analysts are predicting that more than half expect to be highly resilient within two to three years.
The idea of Supply Chain Optimization has been around since the Industrial Revolution. Companies continuously work on eliminating waste, consolidating volumes, and negotiating for the best supply. In recent years, other factors have also surfaced in the drive for optimization; resiliency, flexibility, and agility. A supply chain that is optimized to the extreme will still fail to be efficient if it cannot tolerate external disturbances such as border closures, labor strikes, and local shortages of components. In addition, it will fail in effectiveness if it cannot quickly introduce next-generation products to new or existing markets, and it will fail if it cannot be flexible for seasonal or stochastic variations in demand.
Lean, Procurement Excellence, and Supply Chain Optimization, are all excellent strategic tools run by most global businesses. Even still, some businesses fall short in aligning their supply chain strategies to their business and product strategies. Different functions in the organization can, even with the best intent, drive in different directions and work against each other.
A modular system is an excellent structure for aligning strategies across functions. By working from a common product structure and using that to drive strategy execution, the functions will self-align and communicate much more effectively. This blog post will highlight some key concepts for how a modular system accelerates a robust supply chain strategy and how you can utilize it.

What is a Resilient Supply Chain?
Over the past decades, the supply chain paradigm has been lean, just-in-time, and high throughput. An efficient supply chain has no unneeded buffers that hide inefficiencies and that tie up capital, capital that can be better utilized in the business. However, recent external disturbances have put all supply chains through a stress test. Companies that haven’t been prepared for pandemics, border closures, and silicon shortages have had a tough time during the 2020s.
Lean and other supply chain optimizations have been recently blamed for supply chain disruptions. In our opinion, nothing could be farther from the root of the real supply issues all industries are experiencing. We believe leaders striving for the most effective supply chain in the 2020s must rethink their sourcing strategies in the face of a drastically changed global supply situation.
Lean and Modular experts would argue that the current situation has emerged because organizations have focused too heavily on cost in the past 10 to 15 years, and at the same time have not invested enough strategic thinking and capital into resilient, flexible, and agile processes which are the hallmark of all continuous improvement cultures.
Lean works to optimize process inventory levels to match the current conditions, while not hiding inefficiencies. This allows problems to be seen and corrected so continuous improvement can occur. In today’s drastically changed environment however, new Plans for Every Part (PFEP) are imperative to win in the market. The challenge ahead is increasing resilience without accelerating the cost of complexity, which is where Modular Product Architecture comes in to support your Lean efforts.
A resilient supply chain can handle external disturbances and still operate efficiently. For example, if a component cannot be sourced from a specific region or supplier, it needs to be provided by another region, supplier, or from safety stock. If a shipping route is blocked, what other available routes are part of your PFEP? If an assembly site must be closed temporarily, what flexibility has been planned into your other assembly locations to fill the need? There are many options available to create resiliency while maintaining or improving your cost positions:
- Shared modular systems – enabling flexible assembly lines that can balance capacity with demand effectively
- Harmonization of components – having fewer variants of critical components enables more efficient buffering and multi-sourcing
- Nearshoring – local supply of high variance parts, which are often low volume as well, is more cost-effective than missing sales or losing customers
- Multi-sourcing – standard interfaces enable expanding supply options without the added cost of complexity
- Manufacturing footprint diversification – regional manufacturing and supply chains increase robustness
- Buffers for critical components – actively managing your Plan for Every Part (PFEP) is a must for survival in this new global environment
Aligning Business and Product Strategies to Module Strategies
Modularization is the activity of subdividing a system of products into modules. The process should first take the customer needs into account, but also the needs that are driven by technology and company strategy. Defining a strategic reason for each modules existence includes documenting why the interfaces around it should be kept stable over time. Modular Management uses the following definition of a module:
A Module is a functional building block with specified interfaces driven by company-specific strategies.
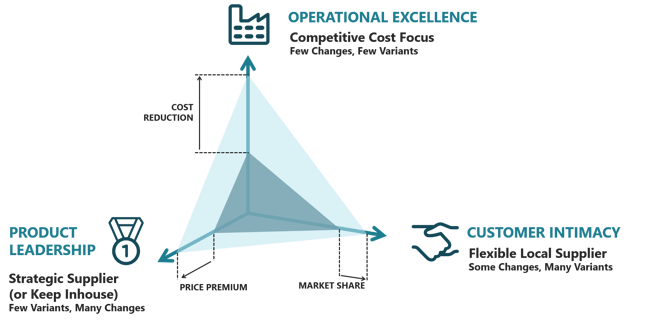
There are three strategic reasons to isolate a module with interfaces; to enable future development without affecting surrounding modules, to enable flexibility to configure the product to specific customer needs, and to enable commonality and stability over time for modules that will have a positive effect on the supply chain. We call these reasons Product Leadership, Customer Intimacy, and Operational Excellence.
 Product Leadership: Development. What is the need and plan for product improvements? What modules can be used for achieving this?
Product Leadership: Development. What is the need and plan for product improvements? What modules can be used for achieving this? Customer Intimacy: Flexibility. Is there a need to meet varying product performance levels to satisfy market and customer needs? Having different module variants can fulfill this requirement.
Customer Intimacy: Flexibility. Is there a need to meet varying product performance levels to satisfy market and customer needs? Having different module variants can fulfill this requirement.
 Operational Excellence: Stability. Where in the product can we keep the development and complexity to a minimum? Stability over time is essential for production and the supply chain. It can push down the total costs significantly. Are there specific areas that would have extraordinary benefits and will not impact the customer’s needs and/or requirements?
Operational Excellence: Stability. Where in the product can we keep the development and complexity to a minimum? Stability over time is essential for production and the supply chain. It can push down the total costs significantly. Are there specific areas that would have extraordinary benefits and will not impact the customer’s needs and/or requirements?
Aligning Module Strategies to Supply Chain Strategies
A modularized product will be divided into three strategies as established earlier. This division opens opportunities for a tailored supply chain approach aligned with the module strategy.
Product Leadership: Invest in capability. This competence could be a core technology developed in the module internally and manufactured in-house to keep it close to R&D. The other options are to find a strategic partner with the desired technology or one who will innovate with you. Make vs Buy decisions for performance-driving modules should always be carefully vetted to ensure development speed and for the protection of unique value and your intellectual property rights.
Customer Intimacy: Invest in flexibility. Because these modules will have many variants, will change often, and will be difficult to forecast, local suppliers and manufacturing are required to satisfy regional variants. Your operations and suppliers will make choices that support these ever-changing needs. The payoff to the business is increased market reach and revenue, which pays for the investment in flexibility.
Operational Excellence: Invest in efficiency.Stable designs and increased volume per part enable the best-cost-country sourcing and/or automation opportunities. Since there is little variation in these modules and parts, a steady stream can be kept flowing without the risk of obsolescence.
Strategies and impact on Supply Chain
The Interfaces are the Key to the Modular Supply Chain
In non-modular products (integrated designs), new variations required by the market create a domino effect of subsequent changes throughout the product line. This arises from the fact that integrated designs have non-standardized interfaces and fewer capabilities to deal with the variations in the sub-assemblies. Modular Products have significant benefits for the entire organization and supply chain because one change does not require multiple changes to be initiated. Only the module(s) impacted are modified, while the rest of the structure is protected by the standardized interfaces.
When modules are defined on the right level, benefits are also gained from having standardized interfaces in manufacturing because the assembly is interface to interface. Since they are standardized, there will be low variance in these operations. The variance in the assembly will be minimized when standardized interfaces have been defined. The performance, color, size, etc., might differ per module variant, but the tools and assembly operation will be standardized. The planning will also be simplified as the variance in the assembly process times will be reduced.
To meet the change in volume demand or change in design, modularity will enable agility in operations supported by module strategies and standardized interfaces. In addition, the supply chains can be tailored to the strategy to match the capabilities for external suppliers or internal production.
Why a Modular Supply Chain is Resilient towards External Disturbances
Earlier, we described the three fundamental strategies for modules and interfaces that can be leveraged by the supply chain when properly aligned. In the past few years, resilient supply chains have been a necessity. Supply chain managers have nightmares about pandemics closing borders and shutting down production. Capacity shortages in electronic components have caused shockwaves throughout most industries.
If the supply chain management is involved early in the product design, areas susceptible to external disturbances can be identified. From the beginning, the modular system design can be aligned to the needs of the supply chain. If, for example, a microcontroller or a memory chip is seen as a high-risk component that could stop the entire value stream, the possibility of isolating this component by a standardized interface should be evaluated. Suppose the modular system can use two sources for these components rather than one. In that case, it will be more resilient to disturbances, without spreading the differences to all other subsystems.
These architectural decisions must be evaluated long before actual problems surface. There is a small incremental cost to standardize interfaces, but it is far offset by the benefits of supply chain risk reduction, throughput, resource utilization in the factory, engineering, and in the support functions.
From Mass Production to Mass Customization – Flexible Lines
Based on the strategy defined above, the production layout can be organized as “module factories” within the factory.
Product Leadership modules are linked to planned product development, which means the module production will be subjected to frequent changes. Close cooperation with R&D departments is crucial for the regular introduction of modifications. Since the future is uncertain, heavy and inflexible investments should likely be turned down in favor of more flexible solutions.
Customer Intimacy modules imply that the module area must be able to manage many part numbers. Internal logistics and effective order systems are essential to reduce lead times and thus work in process (WIP). If a slow process is selected for high variance modules, this will inevitably lead to the locking of significant capital in production to avoid long lead times.
Operational Excellence modules consolidate increased volume per part, enabled by increased re-use across the assortment. Since higher stability is to be expected, investment of capital for efficiency is justified.
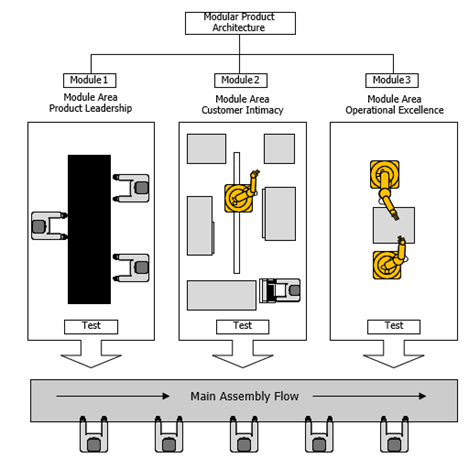
Module areas in the factory: From left – Flexible area with the ability to adapt to planned changes. Middle – Many variants and material to handle. Right – Few variants and high volumes
A modular system also enables greater flexibility in separating sub-assemblies from the main assembly line. Even if the main assembly line is superior in efficiency, protecting the main assembly line balance can be advantageous by lifting out modules with varying assembly times to decouple pre-assembly areas. The pre-assembly area produces different variants in the main assembly line sequence, triggered by an effective Kanban, without variance losses. And since all variants are assembled on the main assembly line, in the same way, the total system performance is optimized without variance losses.
Where the variance is high or changes frequent, separate pre-assembly areas should be used to protect the main assembly line from losses and frequent design changes, even if the main assembly line has superior theoretical efficiency. The best modular product enables variance, uniqueness, and frequent refreshing since there is agreement across the organization where the product design will change and how these changes will be governed. The modular system, with its standardized interfaces, is an asset so valuable for the entire company that any significant changes should be approved by top management. This escalation process for significant changes does not slow down the pace of frequent incremental changes required to drive price premium, grow share, or take advantage of cost-reducing activities. Strong, well-planned governance creates an environment where positive change (Kaizen) is enhanced and risk is reduced simultaneously.
Three Common Supply Chain Mistakes
1. Mass production mode
It is always most efficient to produce large volumes of the same module or component, assuming the customer is buying product at the same pace. That will be valid for the Operational Excellence modules with few variants, changes, and consolidated volumes.
However, the modules that are subject to change with the customer’s demands for different performance levels or styling, cannot be efficiently produced in mass. You will simply end up with too much inventory. The Customer Intimacy and Product Leadership modules are not “attractive” to make from a mass-production standpoint as the changes are frequent and the variation is large. To stay competitive, producers have worked hard on renewal rates and product variance, but production is not aligned and is still in mass-production mode.
- Too many production lines are used to produce different product families
- Many lines are sub-optimized
- Some run with low efficiency due to low demand and are under-utilized
- Others suffer varying quality levels, significant re-planning, and long lead times due to over-utilization
- Long lead times are often the most damaging consequence, with volumes lost when customers turn to competitors instead of waiting
- Batched production and poor responsiveness to actual customer demand, plus extended changeover times between products
- Major pains when phasing in new products
2. Insourcing to fill capacity at downturns
Many companies insource purchased parts when market demand weakens. This approach is dangerous since it often contradicts the initial supply chain strategy to buy vs make. Later, when market demand increases, the same components will be outsourced again.
The justification for insourcing and outsourcing is to load the factory, keep the occupation level high, and have more volume to distribute the fixed cost.
This way of operating will have some short-term effects, but often the long-term effects are underestimated.
- The supplier will experience a double effect from inconsistent treatment; the decreased volume will have immediate efficiency impacts, followed by the need to increase costs to recoup losses and protect margins from these random strategy shifts by their customers
- Long-term efficiency improvement work will stop
- Quality resolution efforts will have a lower priority
- Supplier involvement in the development projects will not be possible
Since the supply chain strategy is not followed, the understanding in the organization is that it was a flawed strategy, and it will fall apart.
3. Hiding product complexity by Outsourcing
The complexity of producing the components in a non-modular integrated design is often hidden. Integrated designs drive many issues in the internal operation, such as material shortages or high inventory levels because of uncertain planning, low utilization of production equipment on low volume components, and quality issues when introducing changes.
To handle the complexity of a non-modular product, outsourcing to a supplier could seem attractive. This strategy means that the supplier will inherit the complexity and charge for this complexity, plus their margin that is baked into the piece price. The complexity shows up in many areas, just as it did for the producer who decided to outsource their issues.
Outsourcing will never be a solution to a complex product structure. It only hides the problems, while the cost reappears in the purchase price (direct material). The cost remains, however, hidden in the income statement.
A Modular Supply Chain for a Modular Product
Few companies manage to completely align their market and product strategies with their internal business and external supply chain strategies. But for those who do, the rewards are great: supply chains become increasingly efficient, flexible, and agile at the same time. By introducing alignment controls into your product development and supply chain development processes, you can ensure that the benefits are governed over time.
Please read our guide “How to Design for Agile Line Production,” which will dive deeper into these topics. It also gives three case examples on Mass production versus One-piece Flow.

Want to know more?
Please contact us directly if you'd like to discuss the topic covered in this blog or looking for a sounding board in general around Modularity and Strategic Product Architectures.
 Magnus Gyllenskepp
Magnus Gyllenskepp
Manager
Modular Management Sweden
magnus.gyllenskepp@modularmanagement.com
 Tobias Martin
Tobias Martin
Vice President & Partner
Modular Management Sweden
tobias.martin@modularmanagement.com