
This is the age-old conundrum for manufacturers…
How can you grow our top line with increased market variety and innovation while still controlling our costs?
Organizations typically try two approaches to solve the problem; (1) rationalizing product offerings by cutting off the low volume tail or (2) standardizing parts to leverage buys and reduce build complexity.
Rationalizing, by definition, reduces market reach and more subtly, works against developing the critical organizational muscle to operate mixed-model production. Standardizing parts limits the performance levels within the product portfolio and often lowers brand image. It also takes scarce resources from innovation projects and the price premium they create.
What happens to the shop floor and front office when new products are introduced, new suppliers are brought online, or parts are changed to reduce costs? -Their workload goes up along with the complexity to manage this added variety.
Neither approach gives increased variety and reduced costs, but the reality remains. Markets demand variety, innovation, and competitive pricing. To thrive, organizations must deliver in every dimension. Lean addresses many of these issues by removing waste, unevenness, and overburden in the value stream. By giving management a set of guiding principles, Lean ensures teams are supported, that value flows, and certain costs are reduced.
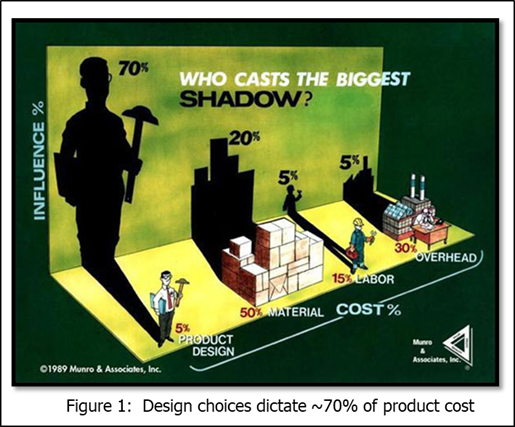
But we have all seen the famous Munro & Associates graphic…
“A product’s cost is largely controlled by its design”
Finding the Optimal Product and Portfolio design
No amount of Lean can overcome an inherently complicated design. Beyond a single product line, an organization’s total cost structure is primarily influenced by the complexity of the portfolio being managed. While we all agree that Lean is the absolute best philosophy to operate a value stream, is there an equally superior approach for product and portfolio design?
By product design, we are talking about the product design itself, and more importantly, the underlying product platform that in many ways dictates an organization’s total cost structure.
Some might believe that Lean Design has the answer. While it is true that Lean Design’s goal is to eliminate waste within the development process, it does not address the fundamental product structure and overall portfolio architecture which provide valued market variety, now and in the future, with reduce costs. Lean and Lean Design eliminate non-value-added waste in our business processes. What we still need is a comprehensive solution to embed customer values and operational cost improvements into the product portfolio itself.
So, what methodology has the objective to create the best product architecture? We will look at how three companies have addressed product and portfolio design to create exceptionally Lean business models based on non-traditional design and portfolio management practices.
Company Example 1: Volkswagen AG
For decades, Volkswagen utilized a product platform approach for product design, attempting to balance economies of scale, based on body size, while providing customized features to address specific customer tastes and performance levels. For example, the A-platform was created for sizes that included the Audi A3, Audi TT, Volkswagen Golf, Seat Leon, and Skoda Octavia.
There where inherent challenges with the first generations of product platforms, however. They focused too heavily on reducing costs by standardizing components vs offering enhanced performance and luxury options appropriate for the individual brands. What happens to an Audi customer when they discover a similar Volkswagen branded product can be purchased for half the price with similar performance attributes? They go to another luxury brand and pay a price premium for true differentiation.
The lesson…
...Standardizing components and its cousin, rationalizing product offerings, are sub-optimal strategies
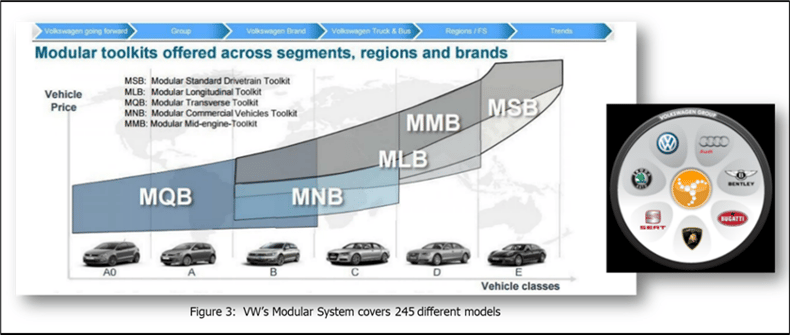
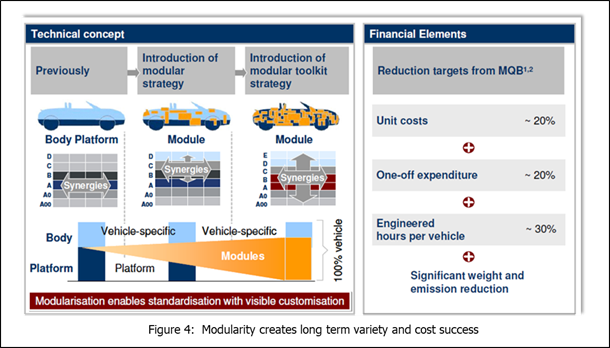
To address this, Volkswagen moved to more configurable product platforms that take a holistic view of both the market’s need for variety AND the business’ need for simplicity to improve costs. Volkswagen’s modular building blocks deliver true value to the customer while allowing the business to manage costs surgically. Modular designs fundamentally differ from traditional approaches, read more about modular design this article Accelerate Agility, Flexibility and Efficiency with Modular Design.

Pre-electrification Volkswagen had five Modular Systems that enabled them to produce 245 different car models across seven brands. Volkswagen’s modular architecture serves customers ranging from those needing basic transportation to others wanting the highest level of luxury and performance. This variety is delivered with true brand differentiation and significant cost advantages for the company. Volkswagen has reduced the engineering hours per vehicle, unit costs, one-time expenditures, and other overhead categories with this approach.
Company Example 2: Scania Trucks
Scania is the pioneer of Modular Systems and the most profitable truck manufacturer in the world. While most OEM’s struggle to earn 4% Operating Margin, Scania earns 10%+ year after year. Scania, acquired by Volkswagen in 2008, is also one of the most advanced lean organizations. Scania’s former CEO, Leif Ostling, successfully integrated their legacy of Modular Products with Lean Management Systems, learned directly from Toyota through decades of Kata.
Scania’s fully modular cab system allows over 7,000,000 different cab configurations to be produced from 20,000 parts, arranged into a set of modules that are governed by an overall platform architecture. Production is not managed at the cab level, instead, a mixed model production line build order-specific configurations module by module. Up to 85% of the modules used to build truck cabs are even shared with other product lines, including buses and off-road construction vehicles.
This long-term strategy allows Scania to innovate rapidly since only the modules that contain new features, performance enhancers or cost improvements must be designed and tested. In traditionally designed products, one change initiates a cascading effect on all other parts, creating more testing, engineering time, complexity in production and the supply chain, additional risk, and ultimately more costs. Configurable product platforms and Lean Production Systems avoid these profit draining wastes, reflected in Scania’s industry-leading margins.
Like Lean, configurable product platforms allow for multiplicative improvements, where one generation of effort creates a stable base for the next round of changes. In the example shared, >70% of the parts and tools needed to produce one generation of cabs were eliminated in the next.
Figure 5: Scania can offer unique cabs designed by the owner for their specific application and preferences
Company Example 3: Trane Commercial Systems
I was fortunate to discover how Lean could rapidly improve plant output and team morale, creating 25% more capacity in a large production facility that could not keep pace with sales. With Lean experts guiding our team, we did this in just six weeks without spending capital or adding labor.
I was equally fortunate later, at a sister facility, to discover modularization. Our team, including a Lean sensei, could not break through the wall of complexity that had been created from decades of traditionally designed products and portfolio extensions. Lean alone could not make significant improvements until we reconceived and redesigned the product line.
Embracing modularizing, we removed 58% of the parts (14,000+ to under 7,000) while increasing the product’s size offerings by over 44%, by designing a configurable product platform. Focusing on product architecture also allowed us to combine two product lines into one, serving the expanded market without the extra overhead from carrying multiple lines. We created market variety, permanent double-digit cost reductions, and flow simplicity for the entire supply chain.
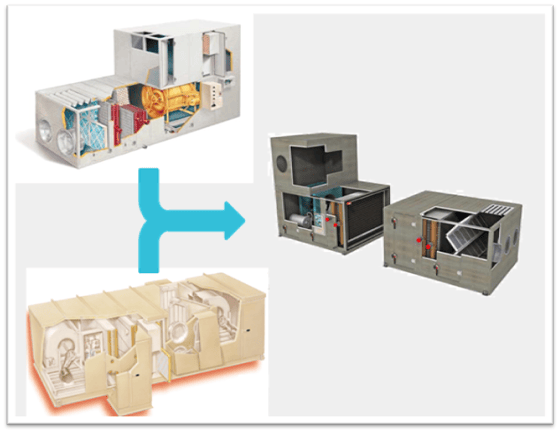
Figure 6: Expanded market offerings, reduced costs, and simplified supply chain
Read full case story on how Trane Commercial System transformed their business into a Modular Product Architecture
From Conundrum to Solutions
Modularization and configurable product platforms, combined with Lean are fundamental elements for enterprises where product customization and innovation are required. These provide a stable base to flow value efficiently, innovate quickly and reliably, with the highest margins possible for a particular industry.
Team members flourish in these organizations since they are unchained from the complexity that builds up over decades in traditionally managed product lines. Profits are future proofed because modular product platforms can accommodate new customer needs and market trends much more easily, without excess costs, especially when there is a Lean foundation in place.
I hope my experiences at Trane and research into successful companies like Scania and Volkswagen, will provide you with a strategic approach to solve your conundrums moving forward. Good luck and please feel free to share your stories or send any questions to bill.kaelin@modularmanagement.com. Let’s learn together.

 Author
Author
Bill Kaelin
Senior Consultant
bill.kaelin@modularmanagement.com