
Learn how Wärtsilä achieved:
-
45% shorter time to market
-
43% less part numbers
-
50% reduced assembly lead time


But hiring more people wasn’t a realistic solution. The industry was mature and cost-focused, and it was difficult to find the right talent. Adding staff wouldn’t solve the bigger issue anyway, Mabe needed to reduce complexity at the source, not just manage around it. What they needed was a new way to structure their product portfolio, one that could bring order, speed, and clarity to an increasingly complicated business. The academic world sparked interest, but Mabe quickly realized there was no off-the-shelf methodology from academia that could be applied directly to their business.
That changed when they connected with Modular Management, a company with decades of experience helping global manufacturers implement modular product architecture at scale. The approach immediately resonated with Mabe’s goals: simplify operations, improve responsiveness, and stop the cycle of unnecessary complexity that had built up over years of isolated product launches.
The team at Mabe recognized that while some complexity was necessary, to serve different countries, brands, and retail channels, much of it wasn’t adding value for customers. The pressure to quickly introduce new SKUs had led to a fragmented product landscape, where new parts and platforms were layered on top of existing ones without stepping back to streamline or consolidate. Mabe set out to break this cycle and build a structure that would support faster time-to-market, leaner factories, and a stronger foundation for long-term growth.

Image 1. Lineup of residential kitchen appliances, including refrigerators and gas/electric ranges by Mabe.
Modular product architecture became the core of this strategy. It offered a way to define standardized building blocks—or modules—that could be shared across current and future products. Each module would have a clear purpose, a controlled number of variants, and guidelines for when new ones should be introduced. With shared modules and standardized interfaces, Mabe’s engineering and manufacturing teams could move away from designing every product from scratch to instead building from a common foundation.
This structure is accompanied by digitalization and connection of product information all the way from product planning, through design and manufacturing. Mabe wanted many fewer human touches of the information that add lead time and opportunities for errors. With the centralized set of building blocks and all-powerful standardized interfaces, manufacturing could have the opportunity to consolidate assembly lines and better optimize their space.
The Mabe team needed to improve the consistency of production and supply chain in the factory, decrease time to market for new products while driving growth and improving product development efficiency. They wanted a lean and flexible supply chain and a platform for supply chain optimization. One that could respond more efficiently (quality, time and investment cost)
to customer needs. Analysis revealed that only half as many lines were needed to reach optimal productivity, if complexity could be reduced. Underpinning all of this was a shift in mindset. As one company leader put it:
"It is a mindset… begins and ends with the customers."
Mabe’s transformation wasn’t just about technical change, it was about focusing only on the complexity that mattered to customers, and letting go of everything else.

With Modular Management as their guide, Mabe set down the path to create modular product architectures for each of their product categories. They started with free-standing ranges in the smaller sizes that are mostly sold in Latin American countries. They worked on the whole family of products at the same time, choosing modules with the appropriate strategies and designing standardized interfaces that could also be used for future products. By identifying many “operational excellence” modules that did not need to vary for customer reasons, they reduced the overall count of unique part numbers by 47%. This was done while growing the overall number of SKUs. At the same time, they also reduced the number of stamping tools by 63%.
The modular product architecture was implemented into Mabe’s product information and design systems, enabling a new way of working and the means to leverage the reduced complexity. They were able to automate the process from portfolio planning to engineering BOM creation in Windchill PLM all the way to manufacturing BOM and routing in SAP. They could now work on a whole family of products at the same time, instead of one-by-one.
The modular product architecture was implemented into Mabe’s product information and design systems, enabling a new way of working and the means to leverage the reduced complexity. They were able to automate the process from portfolio planning to engineering BOM creation in Windchill PLM all the way to manufacturing BOM and routing in SAP. They could now work on a whole family of products at the same time, instead of one-by-one.
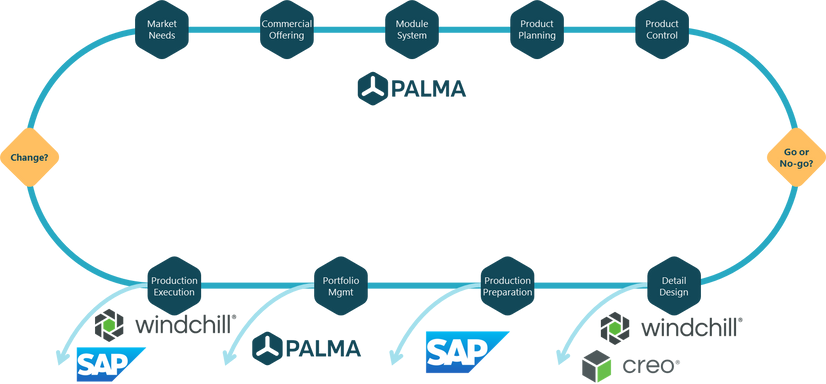
Figure 1. Integrated product lifecycle loop, PALMA connects market needs to modular architecture, planning, and execution with smooth collaboration across Windchill, SAP, and Creo.
Mabe has continued, with varying levels of guidance from Modular Management, down the path for the rest of their product categories, including larger ranges, exhaust hoods, washing machines, refrigerators, freezers and water heaters. Today, they are doing it all on their own. All of these are being managed through a modular product architecture that originates in Modular Management’s PALMA software. Mabe did all of this with remarkable speed, turning over all of thier cooking platfroms in seven years. They have also embedded the methodology into their way of working. Now, all new programs start with modular product architecture.



45% shorter time to market
43% less part numbers
50% reduced assembly lead time
40% less part numbers
25% shorter time to market
1+ billion in added shareholder value
50% reduced design cost
25% faster construction time
50% less on-site indirect cost

